
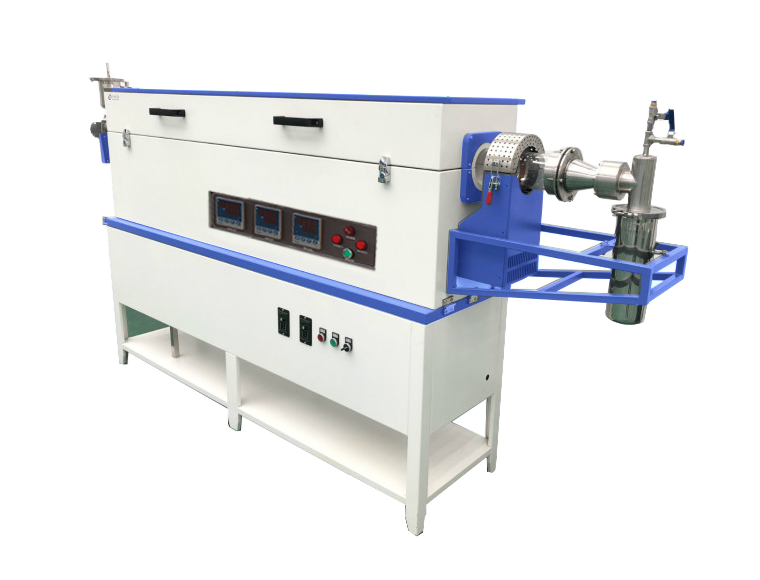
铝合金淬火炉(固溶炉)
- 电炉类型:高温电炉
- 电炉名称:铝合金淬火炉(固溶炉)
- 电炉类型:烧结炉
- 电炉品牌:西格马
- 电炉规格:
- 电炉温度:℃
-

- 厂家电话:

智能高温电炉厂家
多年专注于智能高温电炉的研发与制造
铝合金淬火炉是由加热炉罩和移动式底架组成的。方形或圆形炉罩顶装有起重机,通过链条和挂钩可将料筐吊至炉膛。炉罩由型钢支起,底部有气动(或电动、操作的炉门。位于炉罩下方的底架可沿轨道移动、定位,底架上面载有淬火水槽和料筐等。
铝合金淬火炉生产时,将底架上的料筐移至炉罩正下方,打开炉门,放下链条及挂钩将料筐吊入炉膛,关闭炉门后进行加热。淬火是先将炉底下的水槽移至炉罩正下方,然后打开炉门,放下链条,将料筐(工件、淬入水中。
铝合金淬火炉可用于对大、中型铝合金产品零部件的固溶热处理及时效处理。
额定温度:650℃
控温精度:±1℃
有效工作尺寸由用户提供要求
淬火转移时间8-12秒(可调、淬火槽容积根据用户要求设计淬火液温度60~90℃)
铝合金淬火炉是由炉体、炉体钢支架、可拆式炉顶、炉衬、电热元件、循环风机、导风板、炉底对开式炉门、双速升降机构、料架、淬火槽、运料车、控制系统及配电柜/控制柜、液压系统等组成。炉体外壳框架采用型钢焊接成型,内壁采用1Cr18Ni9Ti耐热钢板,内衬采用质全纤维结构,炉壳内表面贴附一层橡胶石棉板,起到隔热作用并保护炉壳表面不被腐蚀。加热元件采用加热元件采用0Cr25AL5合金丝绕制成带状,套在绝缘瓷管上,通过不锈圆钢固定于炉壳上,这种结构电阻带悬挂在炉膛四周,有利与热量散发和流通。热风循环装置由通风机装置和导风板组成,通风机装置安放在炉体顶部,风扇采用1Cr18Ni9Ti耐热钢制作成离心式风叶。导风板采用1Cr18Ni9Ti耐热钢制成,通过若干个搁杆固定于炉膛内壁上,将电阻带包裹在里面,通过热风循环系统将电阻带散发的热量进行热循环,使炉内温度均匀。通风装置按炉膛容积制作,确保热风循环次数在40次/分钟以上。
底座架是供搁置炉件用的,采用型钢焊接而成。
炉门壳件采用钢材焊接成型,内衬采用质全纤维结构。
炉门与炉体的密封采用硅酸铝耐火纤维材料。
电炉配有两辆小车。提升机构由卷扬机、装料框、提升铰链、滚动轮等组成。卷扬机安装于底座架一侧,采用低速比减速器,且带有自锁装置,可确保装料框在任何位置停留及减速运行,防止装料框下降时快速撞击淬火槽。装料框根据用户要求,由型钢制作。提升装置架采用钢缆牵引。
淬火水池深度超过装料框1.5倍,可确保工件在淬火池得到淬火冷却,淬火水池内另采用电加热管进行加热。并通过测温仪表自动控制。水池有进水口,可冷却水温,池内设有循环水泵进行热水喷射循环,使温度均匀。炉口四周嵌有耐火纤维棉砂封刀,炉门关闭后与炉口的插刀贴紧,确保无热量散发。加热元件采用带状电热元件,分别布置在炉膛两侧,材质为0Cr25AL5合金丝,使用寿命长。
电炉各机械传动部分采用连锁控制,即炉门打开后自动切断通风机装置和加热件电源。炉门关闭到位后,才能接通通风机装置和加热元件的电源,防止误操作而发生故障和事故。系统具有声光报警功能。温控系统采用PID过零触发可控硅,智能表控温。另采用上海大华仪表厂多点自动记录仪记录温度和超温报警双重控制,确保工件不超温,该控温仪还设置了通讯口,可与中央控制计算机通讯,工艺过程的温度控制数值、保温时间等参数由中央控制计算机统一编程、管理。
1、温度均匀度
实现用户要求的温度均匀度,是以循环风机、导风罩板、炉膛结构、电热功率的分配及电热元件的布置、控制方式与过程、炉门结构等关联设计来保证。
2、先进的机械系统
系统的先进性由设计、元器件选型及质量、加工制造质量来保证的。机械系统运行平稳、可靠,设备处于低噪音、低振动工作状态。
3、完善的控制系统
体现在100~650℃均可实现精度控温、系统稳定可靠、操作简便、避免人为误操作、功能齐全等方面。
4、淬火转移时间迅速、可调
炉底对开式炉门、倍速升降机构、先进的机械系统,使得淬火转移迅速、可靠,时间可以根据用户工艺要求调整。
铝合金淬火炉之淬火时的冷却速度必须确保过饱和固溶体被固定下来不分解。防止强化相析出,降低淬火时效后的力学性能。因此淬火时的冷却速度越快越好。但是冷却速度越大,淬火制品的残余应力和残余变形也越大,因此冷却速度要根据不同的合金和不同形状、尺寸的制品来确定。
一般合金的淬火对冷却速度敏感性强的,选择的冷却速度要大。如2A11,2A12合金淬火冷却速度应在50℃/S以上,而7A04合金对冷却速度非常敏感,其淬火冷却速度要求在170℃/S以上。
对于形状、尺寸大小不同的制品应采用不同的冷却速度,通常主要靠调整淬火介质的温度来实现。对于形状简单、中小型、棒材可用室温水淬火(水温一般L0~35℃、,对于形复杂、壁厚差别较大的型材,可用40~50℃的水淬火。而对于特别易产生变形的制品,甚至可以将水温升至75~85℃进行淬火。试验证明随着水温升高使其淬火制品的力学性能和抗蚀性能有所降低。
铝合金淬火炉之铝合金设计常用的淬火介质是水。因为水的粘度小、热容量大,蒸发热快,冷却能力强,而且使用非常方便、经济。但是它的缺点是在加热后冷却能力降低。淬火加热的制品在水中冷却可以分为三个阶段:一第阶段为膜状沸腾阶段。当炽热制品与冷水刚接触时,在其表面立即形成一层不均匀的过热蒸汽薄膜,它很牢固,导热性不好,使制品的冷却速度降低。第二阶段为气泡沸腾阶段。当蒸汽薄膜破坏时,靠近金属表面的液体产生剧烈的沸腾,发生强烈的热交换。第三阶段为热量对流阶段,冷却水的循环,或制品左右摆动、或上下移动,增加制品表面与水产生对流的热交换,以提高冷却速度。
根据上面分析,为了很快突破一第阶段,迸一步冷却,保证淬火制品冷却均匀,需要在淬火水槽中装有压缩空气管,以便搅拌,同时制品入水槽后要作适当的摆动。另外为保证水温不会升高太多,淬火槽应有足够的容量(一般应为淬火制品总体积的20倍以上、。而且冷却水应有循环装置。
除了调节水温来控制铝合金淬火炉的淬火冷却速度外,还可以在冷却水中加入不同的溶剂来调节水的冷却能力。通常采用聚乙醇水溶液作为冷却介质,同时还可以调节聚乙醇水溶液浓度来控制制品淬火的冷却速度。一般易变形的制品,经常用这种聚乙醇水溶液来淬火。
联系铝合金淬火炉(固溶炉)厂家电话,沟通铝合金淬火炉(固溶炉)详细参数和铝合金淬火炉(固溶炉)价格
版权所有 洛阳西格玛智能电阻炉 备案号: 豫备 保留所有权利.





 售前客服
售前客服