
高温真空碳管炉\碳管烧结炉
- 电炉类型:高温电炉
- 电炉名称:高温真空碳管炉\碳管烧结炉
- 电炉类型:烧结炉
- 电炉品牌:西格马碳管烧结炉
- 电炉规格:
- 电炉温度:℃
-

- 厂家电话:

智能高温电炉厂家
多年专注于智能高温电炉的研发与制造
高温真空碳管炉哪个厂家好?洛阳西格马高温电炉可生产真空碳管炉、碳管烧结炉、真空热压炉、空钼丝炉、真空钨丝炉。
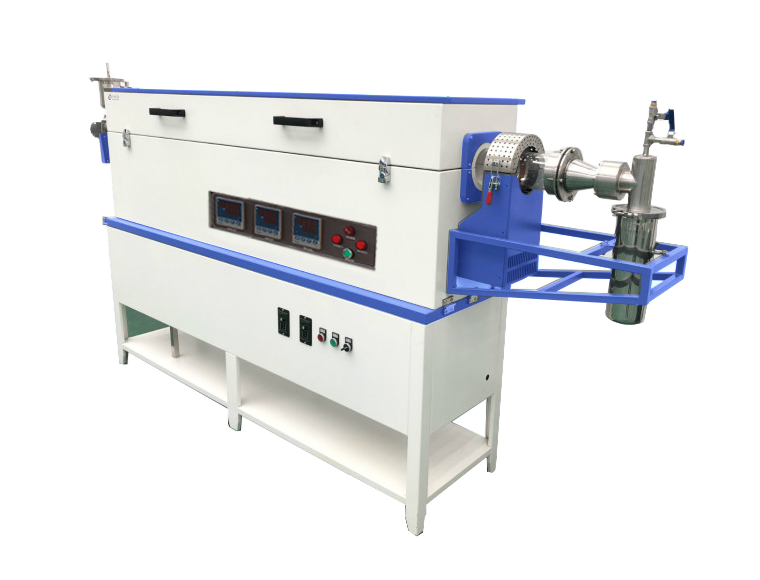
高温真空碳管炉是用碳管作发热元件的立式实验用真空电阻炉,炉体与控制柜一体化结构,炉底装料丝杆升降,供金属化合物、陶瓷、无机化合物、纳米材料等在真空或保护气氛中烧结制品。
高温碳管炉的真空状态可调,碳管炉包括炉体,炉体内设有挂架,炉体为圆柱形炉体,炉体的上端设有顶板,炉体的下端设有底板,顶板、底板和炉体组成密闭舱体;炉体内设有内衬板,内衬板内侧设有加热管;底板上设有舱门;底板上侧的炉体内设有真空压力传感器;顶板的上端设有真空泵,炉体的侧面设有若干个抽气口,抽气口通过真空管与真空泵连通;每个抽气口上设有一个电控真空阀;炉体侧壁上设有一个调压口,调压口上设有一个电控真空阀。本实用新型能够在气相沉积作业中便捷调控真空度,确保作业过程中真空度的稳定,提高沉积作业的质量和产品质量,确保较好的气相沉积效果。
1、炉体为立式炉壳,其内层为304做成的圆筒,外壳为碳钢。两层之间形成夹套可以通水冷却,将传到炉壳内壁上的热量带走。内外筒与上下法兰焊成一个整体,中间开有电极孔、抽气孔、及观察孔等。
2、炉体上部是炉盖,它是有内外钢板和法兰焊成,中间可通水冷却炉盖,炉盖与炉体通过螺栓联接,安装发热体与保温层时才打开炉盖。
3、炉底部分也是有内外钢板法兰组成,中间通水冷却,与炉体通过丝杆联接,丝杆升降时应平稳上升,特别注意料台要上升平稳与炉底的同心度(可用钼片放在底座不锈钢的间隙中来调节),防止工件或料台撞坏发热体。炉底在上升到位后应将锁紧装置锁紧,特别是在充气烧结时更应注意。
4、炉内隔热屏由碳毡及1Cr18Ni9板组成,设计内层为石墨管,底部隔热屏由碳毡及1Cr18Ni9板组成。隔热层中间是发热体(易损件),正常使用严禁搬运炉体,如果搬运设备应先拆下发热体。特别炉体电极与发热体处的电极夹头要在次烧过两炉后应再调紧电极夹头,防止松动,发生短路。
5、真空系统由一台2X-8机械泵和TK-100扩散泵以及真空阀等组成,,真空阀门为手动蝶阀。真空测量粗真空由热偶真空计测量。有关真空计的使用请参照真空计使用说明书。
6、电气系统调压控制柜上可控硅调压装置由旋动手动调节,也可自动控制,380V两相电源经过降压变压器,电压降到18V,然后经过电缆再送到电极上。温度控制由程序控温仪控制等。
7、水冷系统冷却水由总管进入,经过各支管送到炉壳、炉盖、炉底、电极、扩散泵和机械泵等需要冷却的地方,然后汇总到水箱排出。每路冷却水都有手动阀门,可以按照需要调节流量大小。进水管上设有电接点压力表,当水压低于0.1Mp时,可自动切断加热器。
1、额定温度:2200℃
2、工作区尺寸:Φ80×100
3、极限真空度:6.67*10-3Pa
4、额定充气压力:≤0.03MPa
5、炉底升降:丝杆方式
6、压升率:≤2Pa/h
7、冷却水水压:0.2~0.4Mpa
8、冷却水要求:水质按GB10067.1-88国标,总硬度CaO<10
9、使用要求:海拔1000M以下、环境温度0-45度、湿度15%-85%
10、保护气氛:1800-2200度高纯氩或高纯氮,2200度以上露点—60度的高纯氩
11、额定功率:18KW
12、电源电压:380V50Hz
13、加热器电压:0-16V
1、安装:安装电炉的场所应符合真空卫生的要求,周围的空气应清洁和干燥,并有良好的通风条件,工作场地不易扬起灰尘等。
2、检查控制柜中所有部件及配件是否完备、完好。
3、控制柜安装在相应的地基上,并固定。
4、安照接线图,并参考电气原理图,接通外接主回路及控制回路,并可靠接地,保证接线无误。
5、检查电器可动部分应活动自如,无卡死现象。
6、绝缘电阻应不低于2兆欧姆。
7、真空电炉各阀门必须在关闭位置。
8、控制电源开关放在关位。
9、手动调压旋钮逆时针旋动头。
10、报警钮放在开位。
11、按平面图完成设备的循环冷却水联接,建议用户在设备总进出水管处再接入一备用水(可用自来水),防止循环水有故障或断电导致密封圈烧坏。
1、按设备平面布置图将设备就位,联接好所有的真空管路、阀门,注意机械泵设计好与地面固定或四角垫减震橡胶板减震,检查所有的配件是否与发货清单相符。
2、用户应完成水、电、的连接,气泵用户应及时备齐,当使用升降时应调整进气压力,将升降速度调到设计慢。
3、将有关的外部设施电源线联接好。上电后检查仪表是否显示、机械泵的转向是否正确,热电偶自动进出是否正常,阀门是否正常工作。有条件设计好先抽一下真空,等第二天可检查是否有漏气。
4、打开炉盖,将保温层放入炉内,调整其高度及对中性,观察炉体周围三个孔的位置是否正确。否则应调整好。
5、松开电极压紧装置,取出电极联上石墨电极。试放电极、石墨发热体及保温屏。一切无误后,可加工发热体。安装电极并放置发热体,保温层等应测量其与炉壳的绝缘性,短期试一下手动加温(时间不能太长、功率不宜太大)仪表是否正常。热电偶自动进出是否正常。
6、安装完毕后,抽真空,在抽真空前应注意关闭充气阀,等水路接通后可试烧一炉,加热手动/自动升温,温度不低于1600℃,加热时间不少于4小时。注意:如预先要加热的温度超过1800℃,设计好充保护气氛加热,这样发热体寿命长。(保护气氛为高纯氩气,氢气)
1、电炉抽真空:电炉抽真空:紧闭所有的真空阀门,启动机械泵,待其运转正常后,打开通向炉体的上下小真空阀,对炉体抽气,此阀打开时应缓慢,以免机械泵排气口处有油喷出,之后关闭上部小真空阀,打开大真空阀,真空度很快到10-1Pa以下。
2、新炉一第次加热因放气较多,真空度容易下跌,另外工件加热放气也使真空下跌,所以要慢慢升温。另外电炉在不用时抽真空状态下保存,下次抽气快些。
3、欲停止抽真空,应先关闭真空阀,然后停止加热,关闭真空阀,停止机械
4、通电前,检查各开关放在(关)位,升温方式“手动”,功率调节逆时针旋到头(低端)。
5、控制电源开:根据工艺要求顺序来启动机械泵。
6、炉内真空度测量:根据真空计的操作说明进行,当达到要求的真空度时,才能加热升温。
7、手动升温:在炉温200℃以下先用手动方式升温,否则控温不准。在真空状态下按动加热启动按钮,缓慢调节手动功率调节(顺时针方向),使电流慢慢上升,禁止超过次级额定电流530A,电炉温度随之上升。1000-1900℃,可采用红外仪自动控制炉温。
8降温可按预先设定的程序控制降温,也可直接把加热关闭让其自行降温。但降温过程中不允许停水,否则炉体密封圈会烧坏。
1、电炉外表应经常保持整洁,不用时应保持真空,否则下次使用会导致抽真空效率降低。真空炉及真空系统使用半年左右应对轴向密封部位加注真空密封脂,轴向密封指观察窗挡板座、真空蝶阀等部位,自动进出热电偶系统在使用半年后应旋开热电偶座加注扩散泵油。
2、真空炉的观察窗玻璃(特别是红外仪用的观察窗)在使用一炉后应卸下清洁。
3、如在使用中发现机械泵按下启动按钮后不能正常转动,一般是电动机过载保护了,可打开控制柜观察热保护器是否过载保护,如自动保护了,则按RESET按钮解除,再启动机械泵就正常了。
4、用户应自备坩埚,为提高烧结温度的准确性,坩埚底部设计好用5-10mm高的石墨块垫高坩埚。
5、红外仪工作时应调整其发射率,温控仪表及红外仪使用一年后应送交厂家校对。
联系高温真空碳管炉\碳管烧结炉厂家电话,沟通高温真空碳管炉\碳管烧结炉详细参数和高温真空碳管炉\碳管烧结炉价格
版权所有 洛阳西格玛智能电阻炉 备案号: 豫备 保留所有权利.





 售前客服
售前客服