
氢气炉设备维修改造
- 电炉类型:高温电炉
- 电炉名称:氢气炉设备维修改造
- 电炉类型:实验电炉
- 电炉品牌:西格马
- 电炉规格:
- 电炉温度:℃
-

- 厂家电话:

智能高温电炉厂家
多年专注于智能高温电炉的研发与制造
我公司是由南光改制延留下来的一个企业从事真空炉行业已有几十年,经验丰富,对国内外生产的大部分真空炉均可进行专业维修及其改造,让原来设备更加合理完善,让设备性能指标大大提升。
本公司集设计,制造,维修为一体,我公司主要对《高温氢气炉》《中温氢气炉》《单工位氢气炉》《双工位氢气炉》《底部送料氢气炉》《真空氢气两用炉》等进行维修改造。
3.定期清洗设备并检查各部零件有无损坏、松动、脱落等现象。
5.定期检查氢气、氮气、冷却水有无堵塞、漏气漏水等现象。
6.液压升降:开动齿轮油泵检查升降机构有无漏油现象,升降是否顺利,(齿轮油泵右旋如转向相反,则将电源进线 任意调二相)。机械丝杆升降:检查丝杆是否润滑,升降是否平稳,电机 减速箱等工作是否正常,限位开关是否起作用等。
7.检查加热丝与电极接触是否牢固,若有松动须拧紧。瓷管有损坏应立即更换。
8.烧氢火焰不得小于60mm,防止熄灭。
9.检查电磁阀是否起落灵活,有无卡滞现象。
10.各仪表有无损坏。零件脱落,并应核对一下刻度是否校准到零位。
11.该炉一般采用调功器输出,如加热异常,看调控器指示灯表示什么故障。
操作规程
1装件
1.1打开控制电源。
1.2将左(或右)炉压轮松开。如果是负压时,先请放气。
1.3按下“左炉上升”或“右炉上升”,开动齿轮油泵则可将钟罩升起来或其他升降装置。
1.4炉内装入被焊(或退火)零件。
1.5按‘左炉下降“或“右炉下降”将炉子降下来,并压紧压轮。(有条件时:需要抽真空)
1.6打开所有水阀门。
2试氢
2.1先打氮气阀门,并打开火头阀门,将炉内空气用氮气赶走,然后关氮气阀门,同时打开氢气阀门进行充氢。
2.2充氢三到五分钟后(根据炉体大小确定),用一个玻璃试瓶套在火头上装满氢气,然后用手按住瓶口(瓶口向下)取出来用火柴点燃若发出“噗”的声音说明氢气较纯。若发出“啾”的声音说明氢气不纯,仍然再充氢几分钟后再检查。
2.3证明氢气纯度已较纯后,可用火柴在火头上点燃氢气进行烧氢。
3升温
3.1手动
(1) 将炉温调节电位器RP旋至零位(反时针方向),将选择开关拔到“手动”,按“加热”。
(2) 将左炉电源(或右炉电源)接通,调节电位器RP,就可开始升温。
(3) 升温、保温完后,应将电位器RP逐渐调回零位。
(4) 也可用温控仪的手动升温,根据设定温控仪输出功率%比来升温。
3.2自动
(1) 用户将工艺要求的温度曲线输入程序设定温控仪中,输入方法请看温控仪说明手册(温控仪厂家很 多)。
(2) 将选择开关拔到“自动”位置。
(3) 将左炉电源(或右炉电源)接通,按“加热”就可以按照设定的温度曲线自动升温、保温、降温。
4保温
根据用户工艺要求规定。
5降温
关掉相应炉子的加热电源。待炉温降至100℃左右时,则关上氢气阀,打开氮气阀对炉内充氮进行冷却。待炉子冷却至50~60℃时则关上氮气阀门。
6取件
6.1松开压紧手轮。
6.2开动齿轮油泵,将炉子升起来。
6.3取出工件打扫炉膛,然后将钟罩降下来关上齿轮油泵。
7.左右炉转换。
若对另一炉进行加温,需先关断“加热”,然后将另一炉电源按下,再打开 “加 热”,以后按上方法对另一炉子进行加温。
本设备电气上有互锁机构,不能两炉同时升温,必须把一炉子加热电源关上,才能打开另一炉子的加热电源。
8.维护
1.使用时不应使炉温超过1650℃(氢气炉的额定设计温度)。
2.定期检查仪表读数是否正确。
3.火焰长度不得小于60㎜。以防回火爆炸。
4.定期检查火头内防回火铜网,及钟罩防爆炸装置。
5.若发现炉内零件有损坏,应立即停止加温,进行修理。
6.不熟悉本设备操作规程者,不得操作。
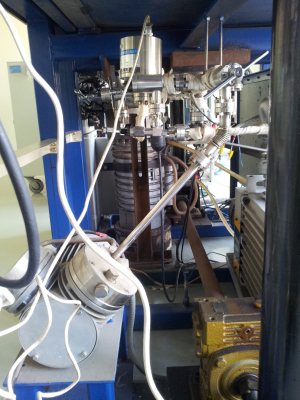
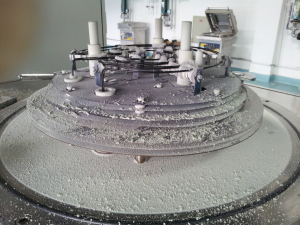
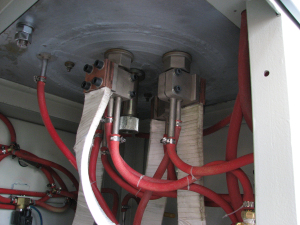
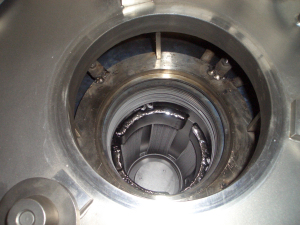
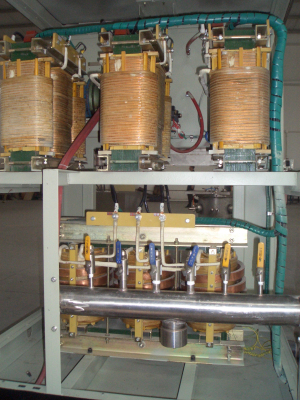
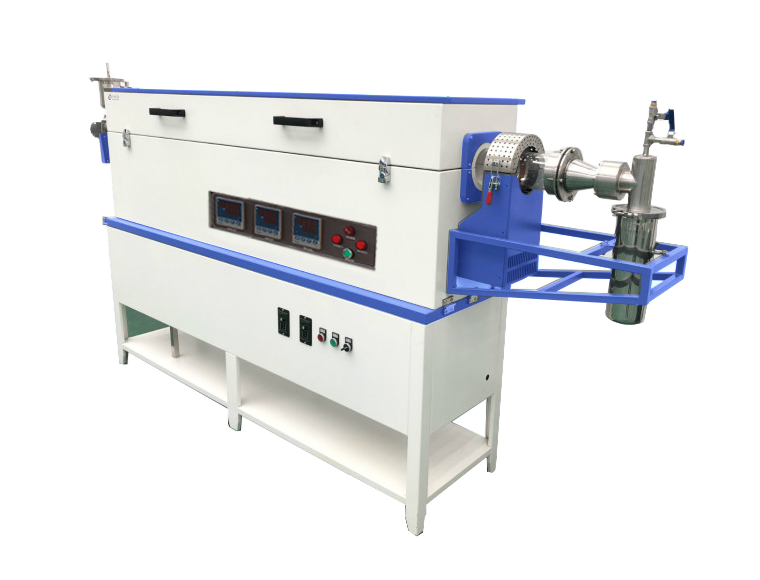
9.氢气炉部分维修改造图片













我们制作官网(www.wenkzz.com)的目的在于提供真空炉、氢气炉、真空机组、真空排气台、真空氢气炉、高温氢气炉、热处理炉等设备的专业性介绍(包含功能、参数、工作原理、产品系列分类),以及推荐质生产厂家。当然在这里,我们还得感谢网络的无穷力量,可以让这些知识传播的更为广泛,特别是百度百科,维基百科等网络平台。我们在整理这些知识的同时,参考了他们的综合数据,同时自己又更新了一些内容。网站上有快捷的分享按钮(百度分享提供),如果您觉得这些对您有用,可以把这些知识分享给您的合作伙伴。
联系氢气炉设备维修改造厂家电话,沟通氢气炉设备维修改造详细参数和氢气炉设备维修改造价格
版权所有 洛阳西格玛智能电阻炉 备案号: 豫备 保留所有权利.





 售前客服
售前客服