
真空铝钎焊炉技术简介
- 电炉类型:高温电炉
- 电炉名称:真空铝钎焊炉技术简介
- 电炉类型:实验电炉
- 电炉品牌:西格马
- 电炉规格:
- 电炉温度:℃
-

- 厂家电话:

智能高温电炉厂家
多年专注于智能高温电炉的研发与制造
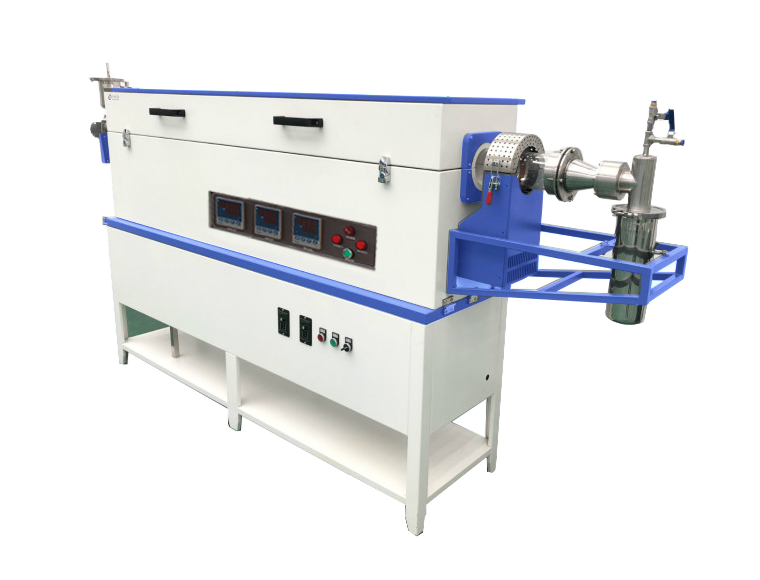
1、设备名称:9915型真空铝钎焊炉
2、数量 一台(套)
3、设备用途:本设备主要用于不锈钢、钛合金、硬质合金、有色金属等材料的真空铝钎焊工艺,也适用于工具钢、模具钢等合金钢的退火等金属材料热处理及真空烧结等。
4、供货范围:
4.1 设备供货范围:真空铝钎焊炉 一台(套)。
4.2 伴随服务要求:卖方在按上述供货范围提供设备的同时,提供与之相应的、在招标文件中规定的伴随服务,包括:技术资料、软件、安装、调试、现场试运行、技术支持、技术协助、技术培训等。
5、基本要求
该设备结构应设计先进合理,能够满足用户所提供的典型零件的真空钎焊和前述材料淬火等要求。设备应具备国际先进水平的可靠的全自动化控制、监控、跟踪及自诊断等功能。炉子的配套产品和功能元器件具有国际先进水平,能够适应长期、稳定、可靠的生产需求。设备的节能效果好。
6、主要技术规格及参数
6.1 电源电压: 3相380V±10%
6.2 电源频率: 50Hz±10%
6.3 炉型及型式: 单室、卧式
6.4 有效加热区尺寸: 900×900×1500mm
6.5装料量: 1200Kg
6.6 额定温度: 800℃
6.7 炉温均匀性: ±3℃
6.8 加热功率: ≥180KW
6.9 控温精度: ≤±1℃
6.10极限真空度: ≤6×10-4Pa(空炉、冷态)
6.11压升率: ≤0.5Pa/h
6.12抽空时间: ≤ 30分钟(空载从大气抽到工作真空度,不含扩散泵预热时间)
6.13 升温时间: ≤ 35分钟(空炉由室温升至800℃)
6.14额定冷却气压: 2bar(绝对压力)
7、结构形式
真空铝钎焊炉为卧式、单室结构,其主体为双层水冷结构。由炉体、加热系统、风冷系统、真空系统、充气系统、水冷系统、电控及供电系统组成。
7.1 炉体:本炉整体结构由炉壳、炉门、炉门锁紧机构、炉体支架等组成,炉壳、炉门为双层水冷结构。炉门锁紧机构采用圆形锁紧圈结构,避免在充气过程中炉门自动打开,在炉体上部设有安全放气阀,当炉内压力超过设定压力时,安全阀自动开启。
工件由前面炉门打开装入和取出。中部设置加热室主体及电极和主真空泵的抽气口。外部设有液压装料车,可以通过装料车的升降完成材料的装入和取出。
7.2 加热系统:由不锈钢加热室壳体、不锈钢反射屏、镍铬带加热器、陶瓷绝缘件、水冷电极、炉床等组成。采用多温区闭环立加热控温方案。共设前门、后门、顶面、底面、左侧、右侧六个大区,共18个小区。电路与炉体绝缘性能良好,所采用的绝缘元件能防金属化,又便于拆卸清理更换。炉胆设有冷却气体循环,均匀冷却工件,炉胆便于清理。
7.3 外循环式强制冷却系统:由离心式风机、铜翅片管式热交换器、高真空挡板阀、气体循环风道组成。采用上、下交替送风方式,使工件均匀冷却。加热时由高真空挡板阀将快速冷却系统与炉体隔离,使快速冷却系统空间不作为真空系统的负载,保证炉内的工作真空度。
加压气冷时,应用气动截止阀自动快速回充气体,冷气压强在0-2bar可调,以满足不同工件对冷却速率的要求。
7.4 真空系统:由国内质产品和合资产品构成,包括滑阀泵、罗茨泵、扩散泵、冷阱、高真空阀门、连接管路组成。真空系统与炉体间设置可拆卸水冷挡板及高真空计,在管路与滑阀泵之间有减震波纹管。
7.5 电控系统:
7.5.1 由温控仪、可编程序控制器、晶闸管调压器、真空计及记录仪等组成,以实现供电、控制、记录、监视、报警保护功能。
7.5.2 温控仪采用智能化仪表,日本导电公司产品,控温精度不低于±1℃,立显示。
7.5.3 可编程序控制器选用日本欧姆龙公司产品,全面控制设备的运行,根据工艺要求,提供顺序控制信号,同时采集现场的反馈信号,提供转换、连锁、指示及报警信号。除装卸料外,全过程可自动进行,并备有手动操作系统。
7.5.4 热电偶:采用双支铂铑-铂热电偶,一支用于控温,一支用于记录和超温报警;
7.5.5配备专用炉温均匀性测温接口、K型镍铬-镍硅热电偶及测温架。
7.5.6 真空测量采用数显真空计及配套规管,从测量范围从大气到10-6Pa,多点输出控制,用于过程自动控制和记录。
7.5.7 记录仪采用双笔记录仪,能同时记录炉膛温度、真空度。可实现温度和真空度的划线记录,测量范围:根据需要设定。
7.5.8 电控柜上有炉子工作状态触摸屏,实时显示设备运行状态。
7.5.9具有超温、断水安全保护功能,并有声光报警系统,炉体上应有安全阀装置,应有气压、真空度、水压、加热等互锁电路。
7.5.10 控制柜内应有冷却风扇系统,能防震。
7.5.11 通过加热电源采用低电压、大电流方式供电,加热供电采用三区立供电。
7.5.12 有附加真空表、水压表。
7.6水冷系统:由两路立控制,一路冷却水对真空炉炉体、炉门、真空机组、水冷电极进行冷却;另一路直接通向换热器,对工件冷却。
7.7气动系统:由气动三联件(除水器、压力表、油雾器)、电磁换向阀及管道等组成。可对气动执行元件(如气缸、充气阀、真空阀门等)提供洁净的压缩空气。
7.8充气系统:由大通径气动截止阀、手动截止阀、微调阀、集气管道等组成。
8、 设备主要配置:
8.1 炉体(内壁不锈钢)
8.2 真空系统
8.2.1、油扩散泵(KT-1000)
8.2.2、罗茨泵 (ZJP-1200)
8.2.3、滑阀泵(H-150)
8.2.4、高真空挡板阀
8.2.5、高真空挡板阀
8.2.6、电磁真空带充气阀
8.2.7、不锈钢真空管路
8.2.8、水冷挡板
8.2.9、真空规管
8.2.10真空计
8.3、加热室
8.3.1、加热室壳体(不锈钢)
8.3.2、保温屏
8.3.3、加热器
8.3.4、陶瓷件
8.3.5、水冷铜电极
8.3.6、炉床
8.3.7、料盘 (耐热合金)
8.4、气体冷却循环系统
8.4.1、水冷电机
8.4.2、离心叶轮
8.4.3、高效热交换器
8.4.4、风道
8.5、充气系统
8.5.1、气动截止阀
8.5.2、手动截止阀
8.5.3、充气管路
8.6、气源处理系统
8.6.1、气源处理三联件
8.6.2、电磁换向阀
8.6.3、气动接头
8.6.4、气动管路
8.7、水冷系统
8.7.1、不锈钢球阀
8.7.2、管路
8.7.3、回水箱
8.8、控制系统
8.8.1、温控表
8.8.2、可编程控制器(日本OMRON公司)
8.8.3、记录仪(横河川仪)
8.8.4、触摸屏
8.8.5、热电偶
8.8.6、控制柜体
8.8.7、电器元件
8.8.8、电线电缆
8.9、晶闸管调压器 180KVA
9、备品备件、专用工具
9.1密封圈 1套
10、提供技术资料
10.1 标注轮廓尺寸的设备示意总图与平面布置图;
10.2 地基条件图与动力条件图;
10.3 设备总图;
10.4 电控系统原理图及配线图;
10.5 设备维护使用说明书;
10.6 主要配套产品使用说明书;
10.7 气路及水路原理图;
10.8 易损件图纸;
10.9 标准件明细表;
11、出厂前的检验与预验收
出厂前设备应进行组装和空负荷试运转,所有检验、试验和总装必须有正式的记录文件。双方签署预验收报告后才能出厂发运。出厂预验收内容按本设备技术规格及要求标准验收。
12、安装、调试及验收
12.1 本设备由卖方负责安装、调试,在设备到达买方项目现场,卖方负责调试完毕,达到买方正常使用要求。
12.2 验收工作依据本设备技术规格及要求标准验收。
12.3在验收过程中若发现设备与技术文件及后续合同不符或质量不符合要求,买方向卖方提出正式通知,卖方在接到正式通知后应在2天内处理完毕。由此发生的费用由卖方承担。
12.4 验收工作完成后,由双方共同签署设备验收报告。
联系真空铝钎焊炉技术简介厂家电话,沟通真空铝钎焊炉技术简介详细参数和真空铝钎焊炉技术简介价格
版权所有 洛阳西格玛智能电阻炉 备案号: 豫备 保留所有权利.





 售前客服
售前客服